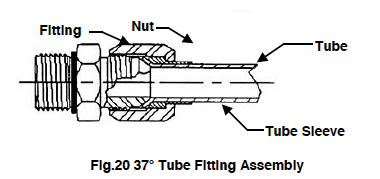
37 Degree Tube Fittings and Adapters
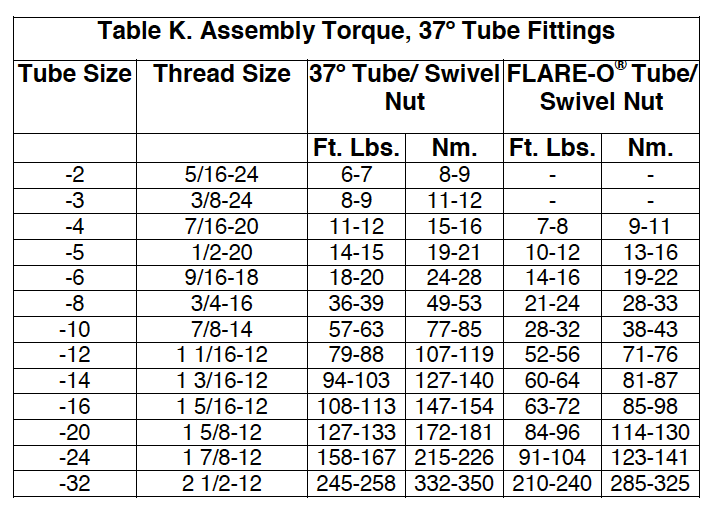
Method A. Installation Torque
- Inspect components for damage or contamination.
- If O-Ring (FLARE-O® only) is not present, install correct O-Ring in FLARE-O' groove, taking care not to cut or nick the O-Ring.
- Lubricate the O-Ring with a light coat of system fluid or compatible oil.
- Align tube/hose to mating fitting allowing hand connection. To assure proper alignment, two to three turns of nut should be easily permitted.
- Tighten tube nut to torque listed in Table K.
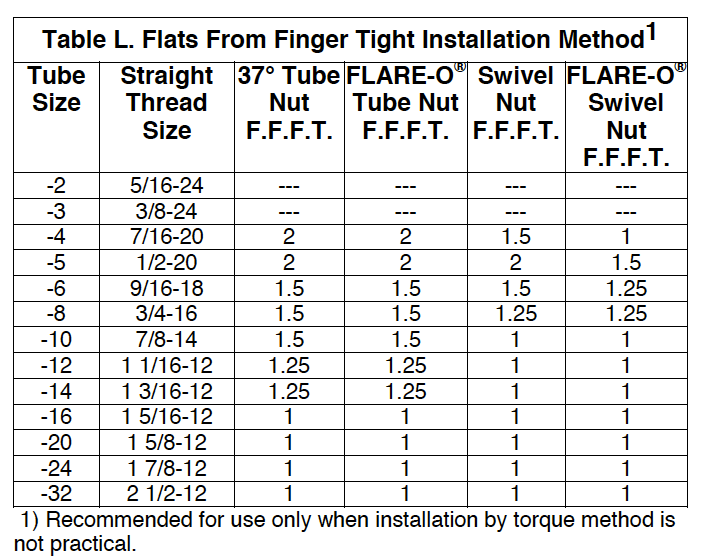
Method B. Flats From Finger Tight (F.F.F.T.)
- Inspect components for damage or contamination.
- Align tube/hose to mating fitting allowing hand connection. To assure proper alignment, two to three turns of nut should be easily permitted.
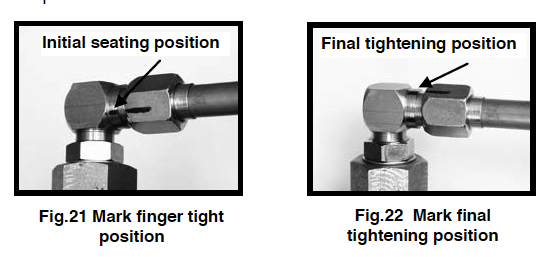
- Finger tighten or lightly wrench nut to seat sealing surfaces.
- Mark nut and adjacent fitting surface to indicate initial seating position. See Fig.21.
- Finish tightening nut by turning the appropriate F.F.F.T. as indicated in Table L.
- Mark final tightening position on fitting by extending the existing mark from the nut to the adjacent fitting surface. See Fig.22.